(MBR) Sewage Treatment Plant:
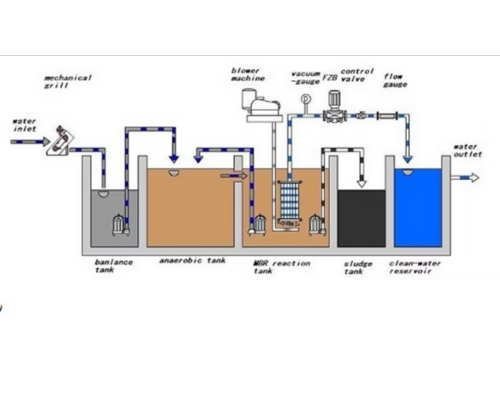
The Membrane Bioreactor (MBR) is an advanced wastewater treatment technology that combines biological treatment with membrane filtration. It is renowned for producing high-quality treated water and is widely used in residential, commercial, and industrial applications. Below are its key benefits and advantages:
Superior Effluent Quality
- Crystal-Clear Water: MBR systems use ultrafiltration or microfiltration membranes to remove suspended solids, bacteria, and pathogens, producing high-purity treated water.
- Reuse-Ready Effluent: The treated water is suitable for reuse in applications such as irrigation, industrial processes, and even as potable water after further treatment.
Space-Saving Design
- Compact Footprint: MBR systems eliminate the need for secondary clarifiers and sand filters, saving space.
- High Biomass Concentration: Allows for smaller reactor sizes due to the ability to retain higher concentrations of microorganisms.
High Treatment Efficiency
- Effective Organic Removal: Achieves excellent removal rates for BOD, COD, and other organic pollutants.
- Pathogen Elimination: Membranes act as a physical barrier, removing most pathogens without the need for additional disinfection.
Low Sludge Production
- Reduced Sludge Volume: MBR systems operate with longer sludge retention times, minimizing sludge generation.
- Better Sludge Quality: The sludge is more stable and easier to dewater compared to traditional systems.


Minimal Environmental Impact
- Energy Efficiency: Modern MBR designs incorporate energy-saving features, making them more sustainable.
- Reduced Chemical Use: Physical filtration reduces the reliance on chemicals for treatment.
Modular and Flexible Design
- Scalable: MBR systems can be easily scaled up or down to meet varying treatment capacities.
- Retrofit Capability: Can upgrade existing treatment plants for enhanced performance.
Reliable Performance
- Handles Fluctuating Loads: Performs well under varying wastewater volumes and compositions, ensuring consistent output.
- Low Risk of System Failure: The integrated membrane system minimizes the risk of untreated water bypassing the treatment process.
Automation and Control
- Advanced Monitoring: MBR plants are equipped with automated systems for real-time monitoring and process optimization.
- Low Operational Intervention: Automation reduces the need for constant human supervision.

Long Lifespan and Durability
- Robust Membranes: MBR membranes are designed for long-term use and can withstand harsh wastewater conditions.
- Minimal Wear and Tear: The compact design and fewer moving parts contribute to longevity.
Wide Range of Applications
- Residential: Housing complexes, apartments, and gated communities.
- Industrial: Ideal for food processing, pharmaceuticals, and textile industries, where wastewater may contain high organic or chemical loads.
- Commercial: Hotels, malls, and offices benefit from its compact and high-efficiency design.
- Municipalities: Suitable for city-level wastewater treatment, especially in areas requiring stringent discharge standards.
Water Reuse and Conservation
- Sustainable Water Management: Encourages water reuse, reducing dependence on freshwater sources.
- Supports Circular Economy: Treated water can be used in irrigation, cooling systems, or other non-potable applications.
Regulatory Compliance
- Meets Stringent Standards: Produces effluent that complies with strict environmental regulations, even for sensitive discharge areas.
- Future-Ready: Capable of adapting to more rigorous treatment requirements in the future.